این مطلب توسط سرکار خانم مهندس پروانه احمدوند تهیه و تدوین گردیده است.
1- Approach macro
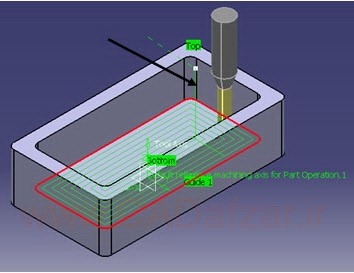
این عبارت به حرکتی اطلاق میشود که نزدیک شدن ابزار به قطعه را در نقطه شروع عملیات براده برداری تعریف میکند.
در برخی از دستورات ماشینکاری در برگه مربوط به مشخص کردن مسیر انتقال (Macro) این گزینه وجود دارد. که میبایست آن را با کلیک راست Active کرد.
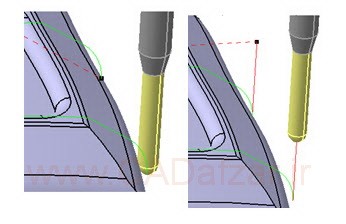
در تصویر زیر ابزار از پارکینگ خود احضار شده و مسیر آمدن ابزار از پارکینگ به نقطه شروع براده برداری با خط چین نمایش داده شده است.
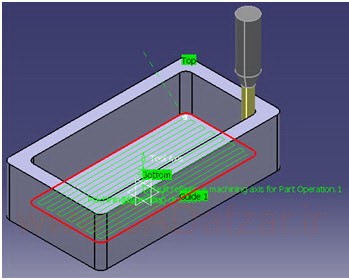
در تصویر زیر نزدیک شدن ابزار به قطعه با یک فاصله مشخص در راستای محور z تعریف شده است. فاصلهای که ابزار از نقطه شروع براده برداری گرفته به خوبی مشخص است.
2- Auxiliary command
یک سری دستورات کمکی که وظیفه نظارت به عنوان تغییر ابزار یا گردش میز ماشین را دارند.
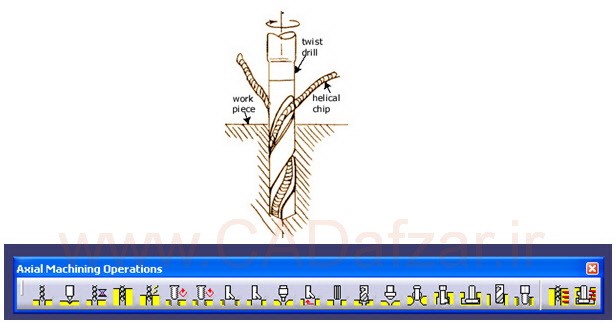
3- Axial machining operation
در این دستورات عمل ماشینکاری صورت میگیرد. ماشینکاری در طول یک محور واحد بوده که در آن هدف سوراخ کردن ( دریل کاری، خزینه زنی، …) میباشد.
4- Back and forth
ماشینکاری به صورت رفت و برگشتی. ابزار به صورت متناوب در یک جهت حرکت میکند سپس بعد از مقداری جابجایی در جهت خلاف مسیر قبلی در همان راستا حرکت میکند و براده برداری را انجام میدهد. این پارامتر در برگه machining strategy در قسمت نوع مسیر ابزار تعیین میشود.
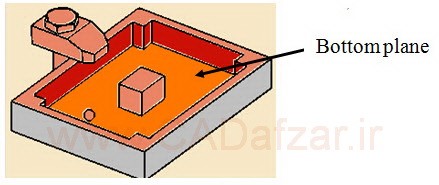
5- Bottom plane
یک موضوع هندسی مسطح که نشان میدهد پوسته پایینی، یک ناحیهایی است که میبایست ماشینکاری شود. این صفحه عمود بر محور ابزار میباشد.
صفحه ای که پایین ترین سطح ماشینکاری را تعریف میکند.
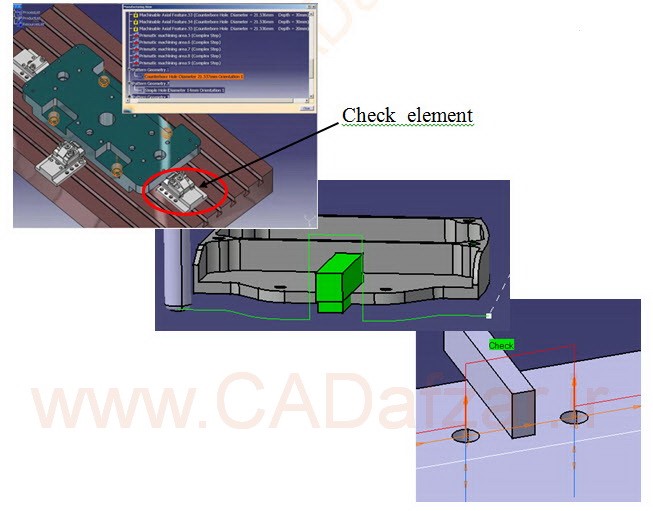
6- Check element
این عبارت به معنای مانع یا مهار کننده میباشد. در ماشینکاری به پایهایی که برای نگهداری قطعه استفاده میشود گفته شده. هر موضوع یا سطحی که به کمک این گزینه انتخاب شود ابزار نمیبایست آن را بتراشد.
7- Clearance macro
این عبارت بیانگر حرکتی است که شامل جمع شدن در یک محدوده ایمن میباشد.به عنوان یک مسیر حرکت خطی و سپس شناور ماندن در آن محدوده تعریف میشود.
این پارامتر به عنوان دستور فاصله میباشد.
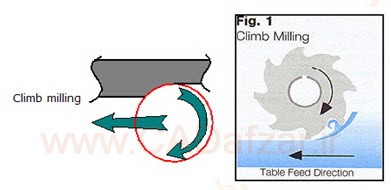
8- climb milling
این پارامتر جهت چرخیدن ابزار به منظور براده برداری را بیان میکند. به فرزکاری گفته میشود که در آن، ابزار براده برداری را از سطح قطعه به سمت ماده خام انجام داده و برادهها گرایش به پرت شدن به سمت پشت ابزار را دارند که نتیجه آن یک سطح خوب میباشد.
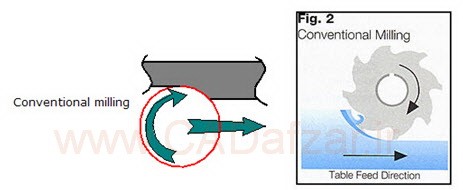
9- Conventional milling
این پارامتر نیز جهت چرخیدن ابزار به منظور براده برداری را مشخص میکند. به فرزکاری گفته میشود که در آن ابزار براده برداری را از پایین یعنی از سمت ماده خام به سطح قطعه کار انجام داده و برادهها گرایش به چرخیدن به دور ابزار را داشته، که در واقع با ابزار حمل میشوند. این نوع فرزکاری سطح نهایی را معیوب میکند.
10- DPM (Digital Process for Manufacturing)
این عبارت به معنای فراینددیجیتال برای ساخت میباشد.
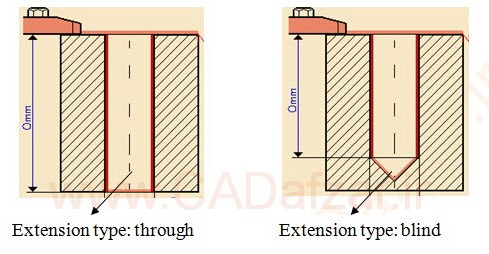
11- Extension type
این عبارت نوع انتهایی یک سوراخ را تعریف میکند. که سوراخ به صورت راه به در ، یا یک سوراخ ته بسته میباشد.
12-Facing operation
این عبارت بیانگر ماشینکاری سطوح میباشد که مواد در یک مرحله یا چندین مرحله با عمق برادهبرداری یکسان از سطح قطعه کار مطابق با یک استراتژی از پیش تعریف شده برداشته میشود.
محدودهها از یک محیط هموار به طور یکسان براده برداری میشود.
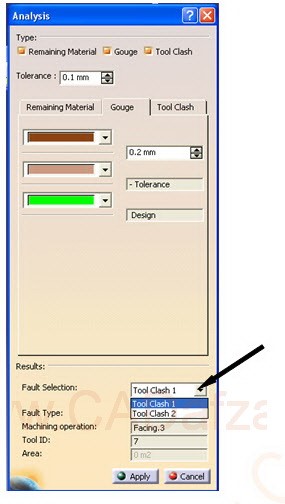
13- Fault
در زمان شبیه سازی (simulation) بعد از آنالیز کردن در پنجره مربوطه نوع عیوب موجود که مربوط به کدام عیب میباشد در قسمت fault selection به صورت یک لیست نمایش داده میشود.
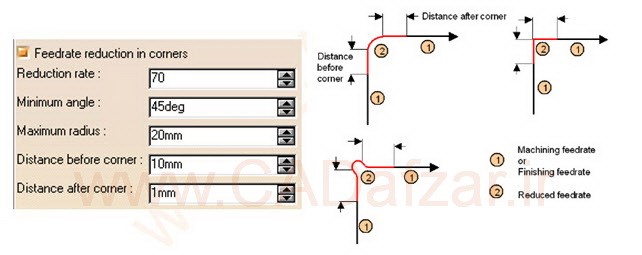
14- Feederate
این لغت به معنای نرخ تغذیه ابزار ، یا به عبارت دیگر به سرعت پیشرویی که ابزار به سوی قطعه کار دارد اطلاق میشود. واحد آن به صورت خطی یا زاویهای (به عنوان مثال mm/min mm/rev) اندازهگیری میشود. ممکن است این پارامتر در برخی موارد برای زمانی استفاده شود که ابزار در حال براده برداری است یا در حال نزدیک شدن یا دور شدن در گوشهها یا … میباشد.
در برگه Feeds and speeds در دستورات ماشینکاری با فعال کردن گزینه
Feedrate Reduction in Corners
میتوان نرخ تغذیه را برای حالت های approach, retract, machining یا finishing تعیین کرد. نرخ تغذیه و سرعت اسپیندل میتوانند با واحد زاویهای یا خطی مشخص شوند.
کنترل و کاهش نرخ تغذیه در گوشهها:
15- Fixture
این عبارت به عضوی که برای محفوظ داشتن و پشتیبانی قطعه کار بر روی ماشین ابزار استفاده میشود، اطلاق شده و پایهای برای نگهداری و استقرار قطعه کار میباشد.

16- Gouge
به جایی که ابزار بیش از اندازه مجاز از قطعه براده بردای کرده است اطلاق میشود.
در زمان آنالیز کردن قطعه این پارامتر برای بررسی ایجاد حفره میباشد. این حالت در زمانی پیش میآید که ابزار سرعت پیشروی داشته باشد.

17- HSM=High Speed Milling
کاربرد این پارامتر در پشتیبانی از عملیات Pocketing , Facing در گرد نمودن کنجها و انتقال ابزار در مسیر براده برداری و تلاش برای تأمین یک براده برداری هموار و ممتد میباشد.
با فعال کردن این گزینه ابزار نرمتر برای رفتن به پاس بعدی حرکت کرده و زمانی که میخواهد تغییر مسیر بدهد با یک شعاع، زاویه و طول مشخص حرکت میکند.
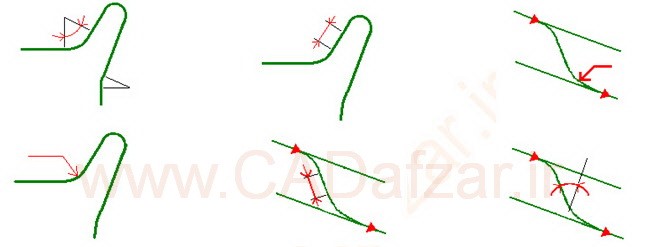
در تصویر روبه رو ابزار در گوشهها نرمتر حرکت کرده و با یک شعاع مشخص کنجها را طی کرده است.

18- Inward helical
این پارامتر نوع حرکت ابزار در سطح برای براده برداری را تعریف میکند. ابزار در نقطهای در داخل pocket شروع کرده و به سمت داخل و مرکز مسیر به موازات مرز ناحیه ماشینکاری حرکت میکند.
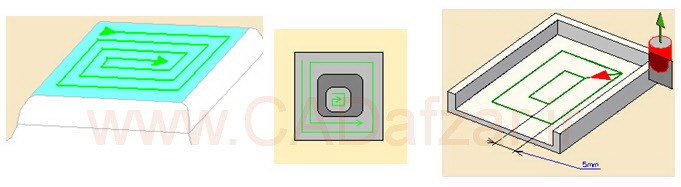
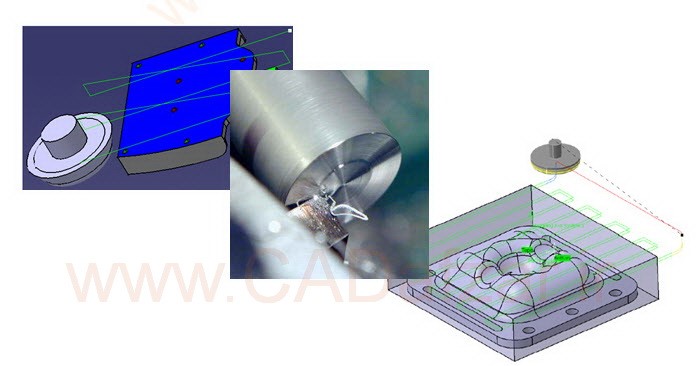
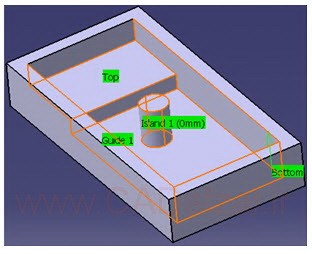
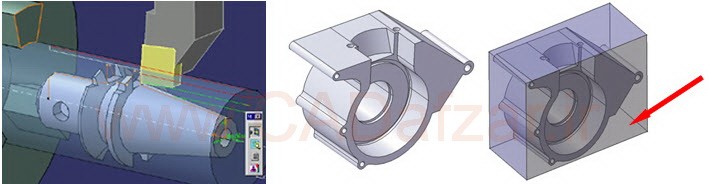
19- Island
به حوزه داخلی یک محوطه pocket اطلاق میشود، که ابزار در طی ماشینکاری از تراشیدن آن میبایست اجتناب کند. در تصویر روبه رو استوانه در وسط
به عنوان یک island میباشد تا ابزار آن را نتراشد.
20- Machining Axis
محور مرجعی که در آن مختصات نقطههایی از مسیر ابزار داده شده است.

21- Milling
فرزکاری
ماشين فرزکاري ابزاري است براي ايجاد شکلهاي پيچيده براي قطعههاي فلزي و يا ديگر مواد جامد.طرز کار اين دستگاه بدين طريق است که ابزار برش چرخيده و از قطعه بار برميدارد و قطعه خود بر روي ميزي قرار گرفته که ميتوان آن را حرکت داد.
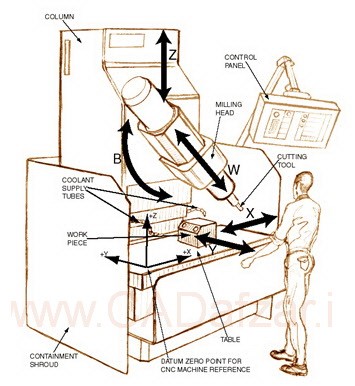
براي برادهبرداري از قطع کار در فرزکاري از تيغه چند لبهاي استفاده ميشود که آن را تيغه فرز مينامند. لبههاي برنده تيغه فرز فرم گوهاي دارند (مانند رنده تراشکاري) که در روي محيط دايرهاي قرار گرفتهاند. در فرزکاري هر يک از لبههاي تيغه فرز در حين گردش دوراني خود مدت کوتاهي برادهگيري ميکنند و تا نوبت بعدي بدون برادهبرداري آزاد گردش کرده خنک ميشوند؛ از اين رو تيغه فرزها مانند رنده تراشکاري در اثر برش تحت فشار دائم قرار نميگيرند، و براده برداري با آنها سريعتر انجام ميشود.
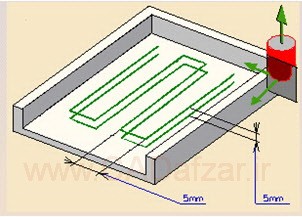
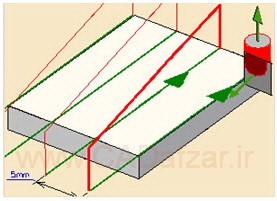
22- One way
این پارامتر نوع ماشینکاری را معرفی میکند که حرکت ابزار همیشه در یک جهت انجام میشود.
ابزار در انتهای مسیر بلند شده و سپس در ابتدای مسیر قبلی قرار گرفته و به موازات مسیر قبلی براده برداری را انجام میدهد.
23- Overhang
امکان انحرافی را در موقعیت ابزار نسبت به مرز ناحیه ماشینکاری طبق شکل زیر فراهم میآورد. به عبارت دیگر نحوه قرار گیری ابزار در هنگام رسیدن به مرزها را مشخص میکند.
24- PP= Post Processor
دستورالعمل کنترلی که وظیفه خاصی برای کمک به ابزارهای مرتبط جانبی به عهده دارد.
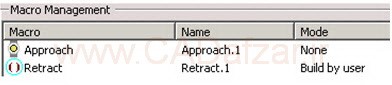
25-Retract macro
این پارامتر حرکتی است که برای دور شدن یا جمع شدن ابزار در نقطه انتهایی براده برداری تعریف میشود.
در تصاویر زیر ابتدا برای ابزار در نقطه ابتدایی وانتهایی هیچ حرکتی تعریف نشده است. در تصویر دوم برای دور شدن ابزار در نقطه انتهایی و همچنین فاصله گرفتن در نقطه شروع براده برداری یک فاصلهای تعریف شده است.
26- Roughing
این پارامتر به معنای خشن تراشی میباشد. زمانی که میخواهیم حجم زیادی از قطعه را برداریم تا ابعاد اصلی قطعه نزدیک شویم از این قبیل دستورات استفاده میکنیم. این دستورات به ما اجازه میدهند تا یک ماشینکاری سریع به همراه سطحی ناصاف از قطعه در یک عملیات داشته باشیم. این دستور برای قطعاتی که چندین pocket کاری دارند مفید است.
27- Scallop height
این پارامتر ماکزیمم ارتفاع مجاز ماده جدا نشده از قطعه برای رسیدن به بیشترین مقدار بعد از ماشینکاری میباشد. در واقع این ارتفاع تعریف شده، ماکزیمم مقدار ماده باقی مانده از ماده خام را در بین دو مسیر پی در پی در یک استراتژی تعیین میکند.
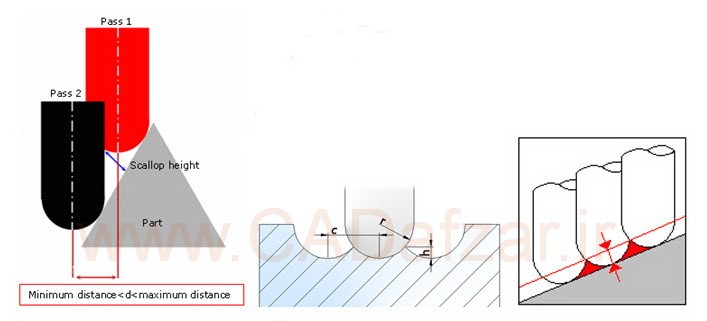
در تصاویر زیر در حالت اول از پارامتر Scallop height صرف نظر نشده است به همین دلیل برجستگیهایی دیده میشود. در حالت بعدی از این پارامتر اجتناب شده است.

28- Safety plane
صفحهای است که برای جلوگیری از برخورد ابزار با قطعه تعریف میشود. ابزار در انتهای مسیر تا این صفحه بلند شده و سپس به سراغ مسیر بعدی میرود.

29- Spindle speed
سرعت زاویهای اسپیندل ماشین که با به صورت خطی یا زاویهای با واحدهای m/min یا rev/min اندازهگیری میشود.
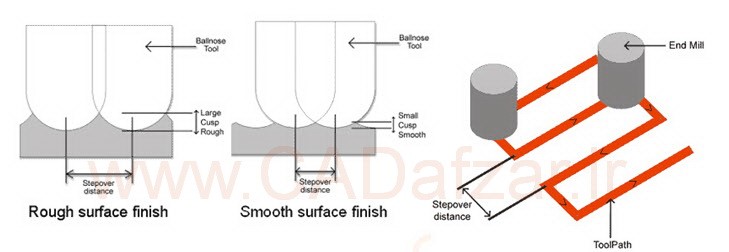
30- Stepover
پهنای بین همپوشانی ابزار در دو مسیر پی در پی با این پارامتر بیان میشود.
مقداری از قطر ابزار برنده است که در عمل برش درگیر است. همپوشانی باید 75 تا 80 درصد از قطر ابزار برنده باشد. هر چه این درصد همپوشانی بیشتر باشد رد ابزار بر روی قطعه کار کمتر است.
31- Stock
قطعه کار اولیه قبل از ماشین کاری به عنوان stock برای نرم افزار تعریف میشود. برای تراشیدن یک قطعه نیاز به ماده خام اولیه داریم. زمانی که بخواهیم از دستورات خشن تراشی استفاده کنیم نیاز است که ماده خام یا rough stock را ایجاد کرده و آن را معرفی نماییم.
32- Tool clash
جائیکه ابزار با قطعه کار در طی یک حرکت تند تصادف کند. در زمان آنالیز کردن قطعه این پارامتر برای بررسی برخورد ابزار با قطعه اصلی میباشد. این حالت در زمانی پیش میآید که ابزار سرعت انتقال داشته باشد.
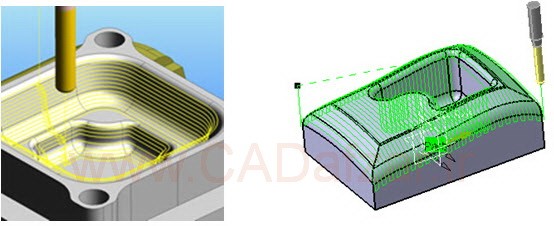
33- Tool path
این پارامتر به مسیری که مرکز نوک ابزار در طی یک عملیات ماشینکاری میپیماید گفته میشود. به معنای مسیر ابزار میباشد. در تصاویر زیر مسیری که نوک ابزار برای براده برداری و ماشینکاری طی میکند نشان داده شده است.


بدون دیدگاه